热缩端子防水特性以及加工工艺介绍
2021-09-14 10:58:58 来源:东莞云林 点击:2262
随着经济发展,汽车等交通工具被广泛应用,端子对汽车线束的链接非常重要,当前国内常见的汽车接线端子一般为R型或Y型端子,这类接线端子是暴露在空气中的,并没有防水绝缘作用,当汽车浸水后,很有可能导致车辆短路无法启动。

现阶段处理该现象的办法一般是在接线端子外部表层套一个热缩管并进行焊封,可是一般的热缩管防潮实际效果并不太好,且收缩后外观也不好看,还不易操作;此外在机车及户外广告牌等自动化设备必须在户外布线的行业,因为气候的缘故,一般的接线端子也没法运作。
热缩端子套装
热缩端子套装成为防水焊锡热缩套外层环保聚烯烃热缩管,内层EVA热熔胶环及环保锡环制作而成的装置,能够进行电线与电线对接,外层为透明的能够很好的辨识电线的链接擦欧洲哦。使用锡环对电线进行焊接、外层热缩管对电线连接处起到保护作用、而热熔胶环对热缩管封口处的密封具良好的防水功能,该套装一次施工即可完成所有的导线链接,即快捷方便也降低了安装成本。
新型绝缘防水绝缘热缩端子具有结构简单,操作快捷方便,防水绝缘性好、可靠性高等优点。
热缩端子是由热缩套管和接线端子端子一体成形,包含双壁热缩套管和裸接线端子端子,双壁管由外壁层和内壁层构成,表面为热缩套管,内腔含热溶胶。
防水焊锡环套装
加工工艺介绍:
(1)挤压成形:将外壁层材料和内壁层材料分别加入到主挤出机和侧挤出机,主挤出机工作温度为150~1800℃,侧挤出机工作温度80-140℃,流程为挤出成型,然后冷却、吹干,制得双壁热缩管半成品。
(2)辐照:辐照剂量为5-15Mrad.将双壁热缩套管半成品加工放到放线架上,通过支撑力架引入辐照室,对双壁热缩管半成品加工循环照射和制冷。
(3)扩大:将辐照度好的导磁双壁热缩套管加热、扩大定形、制冷后,获得制成品双壁热缩套管,加温历程中的环境温度为280-350℃,扩大倍率为2-4倍;
(4)切管:按照规定尺寸将扩大后的双壁有用切管机切割成制订规格,割管规格范围:35-45mm。
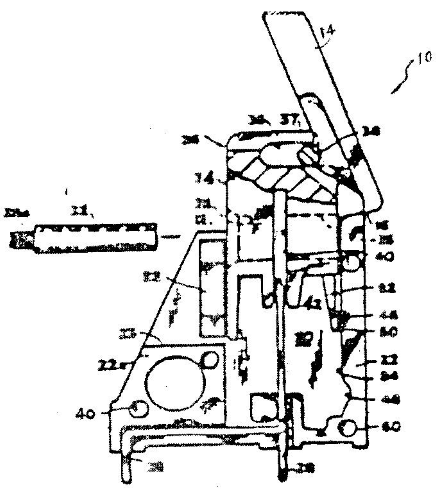
热缩端子框架图

图片来源:东莞云林
热缩端子的特性作用:
(1)热缩端子双层构造的外管,绝缘性能能和耐磨性优良,综合性能更佳;
(2)热缩端子确保布线密封,做到防水的实际效果,防水密封性好;
(3)热缩端子操作快捷方便,外观美,且布线效果好。
热缩端子外管采用绝缘外壁树脂层和粘结性较好的内壁层结合的方式,该方式能够增强端子的绝缘性能和耐磨性能,内层使用了粘结性较好的热熔胶,端子接线时热管因加热而收缩,热熔胶也跟着熔融,能够完全密封,达到防水效果,热缩管经过加热后可进行三倍收缩,可将插入该接线端子的铜线等线缆完全密封包裹,就此该类端子绝缘性好,防水行好,不易说外界干扰,可应用的场景也随着增多,如汽车、机车以及户外广告等领域都有应用到该类端子,热缩端子市场应用前景非常广阔。
热缩端子外管选用绝缘层表面锆化和粘结力不错的内腔层融合的方法,提高了端子绝缘性和耐磨性,里层选用粘结力能好的热溶胶,那样还可以确保端子接线时,加温热缩套管使其收缩,热溶胶随着熔化,使其与布线彻底密封性,做到防潮的实际效果,热缩套管历经加温后可开展三倍收拢,可将插进该接线端子的铜心线等电缆线彻底密封性包囊,端子绝缘性能能出色,防潮性好,不会受到自然环境影响,稳定性高,由此端子能够适用于车辆、电力机车及户外广告牌等行业,热缩端子具备广泛的市场应用前景。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我们联系,我们将及时更正、删除,谢谢。


Littelfuse公司推出C&K Switches EITS系列直角照明轻触开关。这些开关提供表面贴装PIP端子和标准通孔配置,为电信、数据中心和专业音频/视频设备等广泛应用提供创新的多功能解决方案。

锦凌电子又上新!推出了适用于工业/通信领域的插拔式接线端子、板对板控制连接器、栅栏式接线端子。

泰科RAST压接连接器采用低矮端子设计节省空间;安费诺工业级电源连接器耐用性再升级;锦凌电子加高排母连接器适合多场景应用。
铜材是制作连接器关键零件—接触件(俗称端子或接插件)的基础材料,过去由于缺乏对其应用基础研究,导致高端应用领域连接器接触件铜材长期依赖进口。

Molex推出的Micro-One通孔连接器采用2.00毫米端子间距、一体化独立二次锁定装置(ISL)、灌封设计,并能够耐受电热丝高温,具有坚固耐用的特点,非常适合在严苛的应用环境中使用。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论









 订阅号
订阅号
 服务号
服务号
 视频号
视频号
 抖音号
抖音号
哔哥哔特商务网
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。