中达数控系统在数控转塔冲床上的应用
2011-07-01 11:41:41 来源:中国自动化网
【哔哥哔特导读】中达数控系统在数控转塔冲床上的应用、伺服的选型及数控系统在数控冲床上的优点。尤其在板金冲压加工领域,数控转塔冲床以其冲压速度快、加工精度高、模具通用性强、产品灵活多样等特点,得到广泛应用。
摘要: 中达数控系统在数控转塔冲床上的应用、伺服的选型及数控系统在数控冲床上的优点。尤其在板金冲压加工领域,数控转塔冲床以其冲压速度快、加工精度高、模具通用性强、产品灵活多样等特点,得到广泛应用。
转塔冲床介绍及分类:
数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。
数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。
冲床分类:
按滑块驱动力可分为机械式与液压式两种,故冲床依其使用之驱动力不同分为:(1)机械式冲床;(2)液压式冲床。
数控转塔冲床结构示意图

数控转塔冲床伺服轴说明
数控冲床的运动轴
X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
A轴:旋转转塔型刀具库选择模具的旋转轴
C轴:模具自动分度的旋转轴,可以任意角度旋转模具(选配)
冲床工作原理
冲床设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型),经由这个机构将圆周运动转换成滑块的直线运动。
冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
中达数控系统介绍
外观:

H5CP/H6 彩屏
规格:

中达高可靠CNC的特点:
▲ 开放LCD界面规划 ,满足机械制造商的客制化需求。
▲ 高清晰LCD液晶显示,界面更友好。
▲ 输出脉冲频率(模拟量输出时接收脉冲频率)可达1000Kpps。
▲ 全闭环控制架构,控制精度更高(H6)。
▲ 具有丰富的冲模位置补偿功能。
▲ 具有机械背隙补偿和丝杆螺距误差补偿功能。
▲ 独特的程序手轮测试功能,防撞机,操作更安全。
▲ 具有程序模拟,单节,跳段以及程序再启动功能,功能更强大。
▲ 具有加工路径演示及预览模拟功能。
▲ 支持国际标准G代码、T代码、更提供多种固定冲孔循环、复式循环以及MACRO宏指令编程。
▲ 程序存储容量512 K byte,NC程序组别高达1000组,可选配USB接口(H6标配USB)。
▲ 提供RS232C标准接口,可连接个人电脑(PC)轻松实现程序传输,更支持DNC在线加工。
▲ 中文操作介面,使用更方便,操作更灵活。
中达数控独特的冲床控制功能
最佳减速控制:
可以根据定位距离,切换快速移动速度、时间常数、位置环路增益,由此而实现高速的定位和高度的命中率。

模式功能:
可以通过单个程序块的指令,在给定模式的多个位置进行冲孔,备有便于编程的8种模式指令。

最佳的冲床控制功能:
可以根据定位距离调整冲床起动信号(PF)的输出时机,实现最佳的冲床控制。

冲模位置设定:

加工坐标设定:

伺服的选型:
根据机械大小,三轴伺服配置:
送料轴X/Y:1.5KW伺服ASDA-A1521-AB
T轴:2.0KW伺服ASDA-A2023-AB

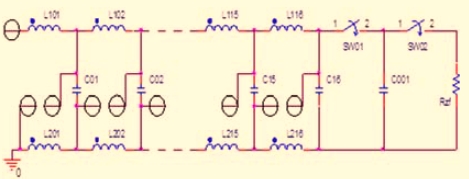
以下简单介绍伺服增益调整:
根据现场情况不同可以选择自动增益调整和手动增益调整两种方式。
自动增益调整相关参数(详细资料请参考《ASDA-AB应用技术手册》):
P2-32:增益调整方式
0:手动模式
2/4:自动模式(持续调整)
3/5:半自动模式(非持续调整)
P2-31:自动模式刚性及频宽设定
使用自动增益调整方式时将P2-32设定为2,再根据实际需要设定P2-31的大小,频宽越高伺服响应性越好。但频宽太高会引发机台共振,自动增益调整模式下所有增益相关参数都会自动设定。
使用手动增益调整方式时将P2-32设定为0,P0-02设定为14让驱动器面板显示驱动器侦测到的负载惯量比。操作伺服电机以200rpm以上的速度让机台往复动作,往复动作行程越长越好,多次操作后驱动器面板上显示的数值趋于稳定,将此时的数值填入软件中“惯量比”的位置,填入“频宽”40,点击“计算增益”软件会计算出理论上最佳的一组增益参数,然后点击向右的箭头下载到伺服驱动器里。根据需要慢慢加大频宽,频宽和惯量比的乘积越大越容易引发共振,发生共振时参考共振抑制调整。

将驱动器侦测到的数值填到这里
自动增益调整使用方便但不一定适用于所有场合,手动增益调整可根据不同情况单独调整个别参数。手动调整增益时,减小P2-02位置前馈增益可以降低机台换向时的振动,加大P2-06速度回路积分增益可以改善摩擦力大的场合低速时平稳度。
冲床在各行业的应用:

总结:
目前市场上的数控冲床控制系统,轴卡价格便宜但不够稳定。国外数控系统稳定,但价格非常高,而中达数控系统的既具有极高的应用价值,又具有极高的实际价值,从而有非常高的市场竟争优势。总结其在转塔冲床上的应用,具有以下明显优点:
1.高清液晶LCD彩屏显示、方便的人机交互界面,操作简单。
2.系统结构简单、安装方便。
3.高精度高速度、抗强干扰能力。
4.功能强大、稳定可靠、功能完善等特点。
本文为哔哥哔特资讯原创文章,未经允许和授权,不得转载,否则将严格追究法律责任;


在现代汽车和工业应用中,可靠性至关重要。从汽车区域控制器,到工业应用中的计算机数控等产品,无论最终产品是简单还是复杂,如果不能保证可靠性,就很可能损害制造商的声誉。此外,还需要考虑保修维修的成本,甚至是召回产品的成本。

Big-Bit资讯将邀请芯格诺高级技术市场经理侯彬于2023年12月16日上午9:30-10:30举办一场线上直播活动,主题为《数控为本,驭光而行——芯格诺商业照明整体解决方案》,欢迎企业积极报名参加!
伺服电机一般主要使用在机械手,机械臂,注塑机,数控机床等等一些比较专用的精密设备上,它的用途非常广泛也大大促进了工业制造行业的发展。
其次,步进电机在低速运行时容易出现低频振动的现象,这种现象对于机器的运转的坏处比较多。但是交流伺服电机却能在低速运转的时候保持平稳运行。
数控机床使用伺服电机的频繁也是非常高的,而且随着数控机床的发展,对伺服系统提出了很多不一样的要求,伺服系统只有不断研发和创新,才能满足数控机床的发展需求。

伺服电机的运用是非常广泛的,除了机器人,机械手,食品灌装,印刷等等行业外,数控机床行业也会普遍用到伺服电机。而且,使用的频率是很高的。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论
 订阅号
订阅号
 服务号
服务号
 视频号
视频号
 抖音号
抖音号
哔哥哔特商务网
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。